


Brauereikühlung
Ansprechpartner
Die Trane Roggenkamp Brauereikühlung steht für effiziente und nachhaltige Lösungen für Ihre Brauerei. Mit unserem vollumfänglichen Portfolio bieten wir Ihnen ganzheitliche und individuelle Lösungen, um Ihre Energie vielseitig zu nutzen. Wir sind Ihr Ansprechpartner für die Optimierung Ihrer Bestandsanlagen und der Planung, Auslegung und Inbetriebnahme von Neuanlagen für Ihre Brauereianwendung.
Von der Kälteerzeugung bis zum Einzelverbraucher bieten wir neben der kältetechnischen Komponenten eine Vielzahl an individuellen Möglichkeiten. Wir bieten intelligente Lösungen zur Einbindung von Photovoltaikanlagen mit Überschussmanagement, Brauwasservorkühlung, Spitzenlastmanagement und erstellen Ihnen ein auf Sie zugeschnittenes Brauereikonzept – gerne unter Berücksichtigung der aktuell möglichen Förderungsmaßnahmen.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren

Hier finden Sie unsere aktuellen Fachartikel zu den Themen:


Wasser / Wärme einsparen

Strom / Energie einsparen

Arbeitszeit / Bürokratie einsparen

Investitionen einsparen


Photovoltaik
Die Green Roggenkamp Photovoltaik Überschussregelung um 100% Eigennutzung zu erreichen, speziell für Brauereien
weitere Infos

Wärmetransfer
Mit Hochtemperatur Wärmepumpen von 90°C auf bis 165 °C Wärmerückführung in das Dampf oder Hochdruckheißwassersystem
weitere Infos
Gasturbinentechnologie
Mit Gasturbinentechnologie und Absorbtions-Kältemaschinen enorme Primärenergieeinsparungen erreichen
weitere Infos
Latentwärmespeicherung
Latentwärmespeicherung Energiespeichern latent bei -5°C / -10°C mit unseren Energiespeichersystemen
weitere Infos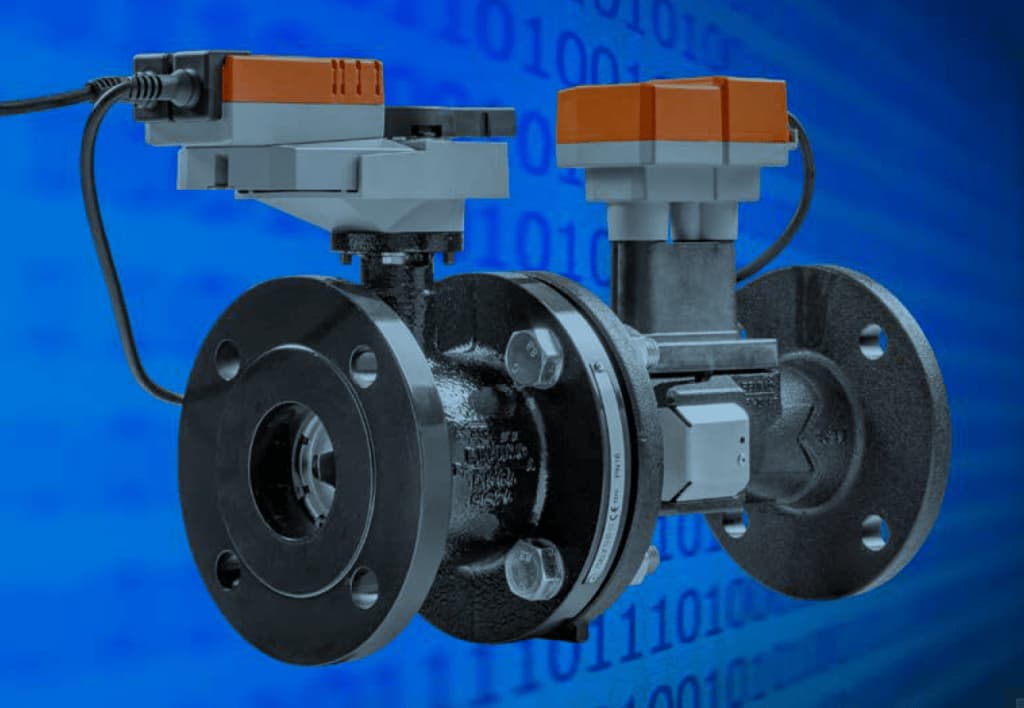
Regelkugelhähne
Mit elektronischen Regelkugelhähnen den die Verbraucher / Kühlstellen regeln und gleichzeitig den thermischen Energieverbrauch visualisieren sowie automatisch den Hydraulischen Abgleich erreichen
weitere Infos

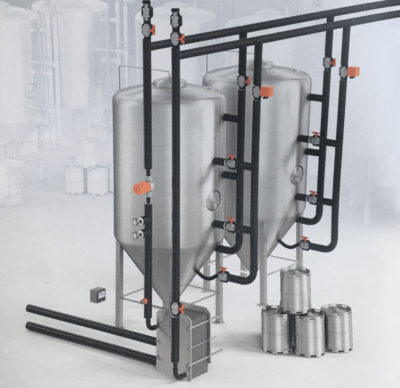
Verrohrungstechnik
Die ideale Verrohrungstechnik für Glykolsysteme in Brauereien (Coolfit 4.0 von GF)
weitere Infos

Silikalgel-Absorbtionstrocker
Mit Silikalgel-Absorbtionstrocker Hygieneprobleme lösen und Energie einsparen
weitere Infos
Referenzen
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Mit Hilfe einer außenaufgestellten Kälteanlage mit 185 kW und einer hoch innovativen Schalleinhausung, ist die Kälteanlage nicht lauter als ein Haushaltskühlschrank. Dies war einer der Ansprüche für den Neubau der Giesinger Brauereistätte. Ab sofort können jetzt 40.000 hl Jahresausstoß extrem leise und hocheffizient gekühlt werden.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Über 70% Wasser am Kühlturm und 31% Stromeinsparung an der Kälteanlage, konnte durch die Inbetriebnahme der neuen TRANE Kältemaschine für die Privatbrauerei Höpfner realisiert werden. Zudem wurde die Kältemittelmenge von 2000 Kg auf 120 Kg reduziert. Effizient und sicher.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Die Dampfbierbrauerei in Zwiesel, vom durchschnittlichen Brauereibedarf auf hervorragende 50% geringeren Netzstrombezug.
Der Beweis, dass Tradition und Moderne sich sehr wohl vereinen lassen. Zur neuen PV-Anlage sorgte Trane Roggenkamp mit der Neukonzeption der Brauereikühlung sowie damit verbundenen PV-Überschussregelung dafür, dass der Stromverbrauch in der Brauerei in Summe halbiert wurde. Zudem sind durch die volle Automation alle technologischen Prozesse konstanter geworden und die Keller kommen nun auf die gewünschten Temperaturen.
Weitere zufriedene Brauereikühlungskunden finden Sie hier:
